


公司簡介/About us
鄭州貝斯達超硬材料有限公司是集研發生產銷售于一體的金剛石、金剛石微粉專業生產廠家,主要產品有:人造單晶金剛石,單晶金剛石微粉,多晶金剛石微粉,金剛石粗顆粒,金剛石細顆粒,金剛石破碎料,金剛石整形料,鍍層金剛石微粉,金剛石制品專用粉,CBN立方碳化硼微粉等。 公司擁有先進的生產、檢測設備,秉承豐富的生產經驗和較...【更多>>】




是以立方氮化硼(CBN) 粒子為主要成分 ,加入金屬或陶瓷作為結合劑,在高溫高壓條件下燒結而成。跟硬質合金材料相比,具有更高的硬度及紅硬性、更好的耐熱性和耐磨性,由于這些特性,不僅可以用來加工鑄鐵,還可以加工淬火鋼、軋輥、高速鋼、 耐熱合金等難切削材料,可以實現更好的加工精度和生產效率。
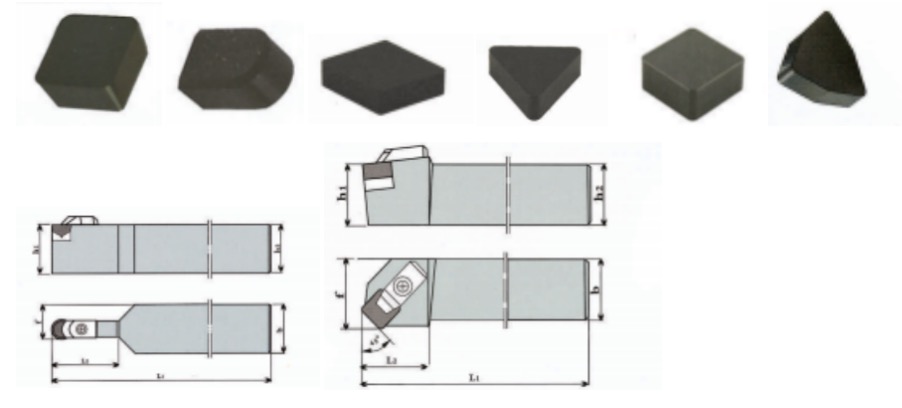
刃口處理
為了避免在切削高硬度材料時由于負載大而導致崩刃,提高刃口的耐沖擊性,PCBN刀片有必要做刃口處理。

立方氮化硼合成材料的優勢
采用極大的切深對大型零件進行車削,具有強度高、耐磨損、抗沖擊韌性好等特點,相較于其他刀具,可獲得更高的加工效率,廣泛應用于能源、礦山、鋼鐵、冶金行業。以車代磨:是將淬硬鋼的車削作為最終精加工工序的工藝方法,其加工質量可代替磨削工序,刀具具有硬度高、 耐崩損性強等特點,并形成了從連續-斷續,精加工-超精加工-整套的“以車代 磨”硬加工領域刀具方案,是完全不用冷卻潤滑液的切削,不影響 環境,便于切屑回收,是一種“綠色制造”工藝。
( 1 )高的硬度和耐磨性。硬度達到3000 ~ 5000HV,在切削耐磨材料時其耐磨性約為硬質合金刀具的50倍,涂層硬質合金刀具的30倍,陶瓷刀具的25倍。
( 2 )高的熱穩定性。在800℃時的硬度高于陶瓷和硬度合金的常溫硬度,所以切削速度可達硬質合金的3 ~ 5倍,適用于高速切削淬硬鋼等高硬度材料。
( 3 )優良的化學穩定性。化學惰性大,在還原性氣體介質中,對酸和堿都是穩定的,在大氣和水蒸氣中,900℃以下無任何變化且穩定,與鐵系材料1200 ~ 1300℃時也不起化學作用,與碳只有在2000℃時才起反應。因此,可以勝任切削加工淬硬鋼零件和冷鋼鑄鐵,并可高速切削鑄鐵類材料。
( 4 )具有較好的導熱性.在各類刀具材料中的導熱性僅次于金剛石,因此高熱導率可合刀尖處溫度降低,減少刀具的化學磨損,有利于提高加工精度。
( 5 )具有較低的摩擦系數。與不同材料間的摩擦系數約為0. 1 ~0.3,比硬質合金的摩擦 系數0.4 ~0.6小得多。隨切削速度的提高,摩擦系數減小。低的摩擦系數可使切削時切削力減小,切削溫度降低,提高加工表面質量。

